暑い日が続きますね。熱中症にならないよう体調管理を心がけましょう!
実はプリンターに使用されている材料も、暑いところは苦手だったりします。室温より少し下げた温度に保ってあげると、機嫌よく高品質な造形をしてくれることも多々あります。ご参考までに。
早速ですが、皆さんの手元には造形したい様々な形状をしたパーツがあると思います。兎に角造形できれば良いということであれば、そう細かくパーツの配置を気にしなくても良いかもしれませんが、多くの場合はそうではないでしょう。3Dプリンターについて一般的に言えることですが、Figure 4 もパーツの配置によって造形品質が大きく変わってくることが多々ありますので、今回はパーツを配置する際に考慮すべき代表的な点をご紹介したいと思います。
アイランド構造
例えば下図のような形状のサンプルがあったとしましょう。
以前少し触れましたが、Figure 4 は Z軸(造形方向)に垂直な造形断面を紫外線で一度に硬化していく面露光タイプになりますレイヤー毎に樹脂を紫外線硬化する際に多少の熱も発生することから、硬化後に収縮が起こります。この収縮量は断面積の大きさによって僅かですが異なるため、形状に影響がある場合があります。
 |
| 作りたいパーツの形状 |

① レイヤーNo.2までは両サイド同じ断面積で収縮量も同じためまっすぐ造形されます。
② レイヤーNo.3ではNo.2までと収縮量が大きく異なるため、形状が変形しやすくなります。
③ レイヤーNo.4以降はNo.2までとは断面積が異なるものの、断面積は一定になるためまっすぐ造形されます。
このように、小さな断面積から突然大きな断面積になるような配置は避けた方が良いです。一つには下図にあるように、断面積が大きな部位から造形していくことによって収縮の影響を大きく減らすこと。また別の方法として、断面積の変化が徐々に変化するよう傾けて配置するなどの方法があります。
 |
| 配置の例 |
パーツの内部構造
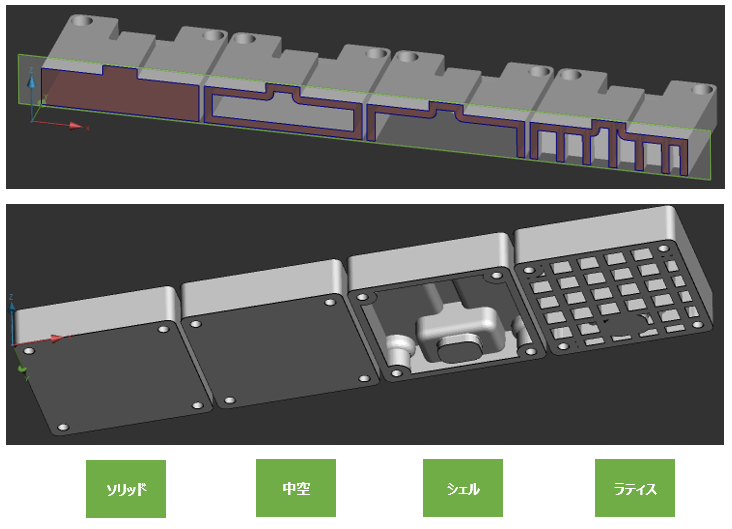
中身が詰まったソリッド形状のパーツは若干苦手です。各レイヤーは造形が終わると一度プラットフォームをパーツごとトレイ上方に持ち上げますが、その際に発生するフィルムからの抵抗力が紫外線硬化されたレイヤーに大きく作用するためです。この結果、レイヤー同士が充分に接続できず、造形途中でも欠落したり剥がれてしまったりします。
ここでも考えないといけないのは、断面積です。断面積が大きくなると剥離の際の抵抗力も大きく作用しますので、極力断面積が小さくなる配置を考えた方が良さそうです。また配置の工夫と合わせて、内部構造を変更するということも感がえてみたらいかがでしょうか?
トラップ構造
液体を入れるボトルのようなパーツである場合、袋小路にならないように配置することが必要です。パーツ内部に硬化されていない樹脂が残ってしまうだけでなく、その重みでZ軸方向(造形方向)の形状に悪影響を与えることがあるからです。また、完全に口が閉じてしまうような容器の場合、洗浄でも出せない残留樹脂が2次硬化後でも充分硬化されないまま内部に残ってしまうことや、内部に閉じ込められた空気がパーツ形状へ悪い影響を与えることも考えられます。
容器に口がある場合は、その口を下に向けて(下図とは逆方向)配置する、一方完全に密閉している容器の場合はどこかに穴をあけて残留樹脂と空気の逃げ道を作り、その穴を下に向けて造形する等の工夫が必要となります。
 |
| 配置の例 |
最後までお読みいただき、ありがとうございました。
今回も皆さんのご参考になれば幸いです。
記事 AEs
0 件のコメント :
コメントを投稿